本文主要针对工艺布局及前处理设备配置进行了优化,在一定程度上降低了生产能耗,提高了生产效率,对工艺规划过程中的精益规划有一定的指导意义。
0 引言
随着汽车工业的不断发展,针对不同的汽车产品,其涂装工艺、技术要求、涂装材料也越来越多样化。乘用车的涂装工艺流程、规划布置、材料应用已相对较成熟,但由于客车品种较多,底材材质参差不齐,颜色种类不一,其涂装规划布置目前还较混杂,根据不同的产品要求及产能,其设计自由度较大,同时改进空间也较大。众所周知,涂装车间是汽车制造中的能耗关键,那么如何降低能耗一直以来都是各大主机厂亟待解决的问题。本文结合客车涂装生产线的特点,在某公司客车基地规划的过程中,对其工艺布置进行了合理的优化,衍生出一种新型工艺布局方式,同时对前处理的设备配置进行了优化,这在很大程度上提升了生产效率,并降低了能耗,对工艺规划过程中的精益规划具有指导意义。
1 工艺布置优化
1.1 车身总成涂装工艺流程
客车车身涂装工艺一般采用三涂层工艺或者两涂层工艺,并配置有刮腻子、腻子打磨、密封胶、发泡、喷彩条等工序,对于高档豪华客车采用金属漆、罩光清漆等工序。针对不同的客车生产企业,工艺流程的选择取决于产品的要求及各外观件的状态。总体上来说,客车车身总成的涂装工艺流程如图1所示。

1.2 工艺布局方式
目前客车涂装在进行平面布置时主要有两种方式:1)抽屉式布置方式;2)并、串联混合布置方式。这两种方式适用于不同产能及不同投资。
抽屉式布置方式(如图2),即在厂房中间分别布置横向移行车/横向转运车,轨道两旁布置喷漆室、烘干室等设备及操作工位、缓存工位。每个工位间车身的转运都要靠横向转运车进行多次转运,这种方式一般适用于年产量小于3 000台,其在设备投资、占地面积、整体设备利用率等方面相对有一些优势,但仍然存在很多不足之处,主要如下。
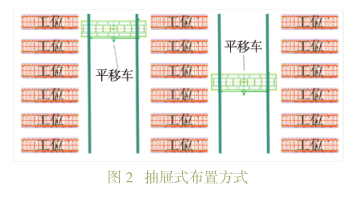
1)车身喷漆后,由于漆膜未干,湿膜的车身从喷漆室转出,由横向转运车转到烘干室时,湿膜更容易在转运过程中造成二次污染,形成外观质量问题,增加修补工作。
2)车身进出厂房端头侧工位时对横向转运车占用时间过长,每完成一项有效工位操作均需要使用两次横向转运车(一次转入、一次转出)。横向转运车的使用频次较高,有效转运车身的效率较低。
3)因客车蒙皮质量不一致,需要刮腻子的次数不同;图案(彩条)喷涂复杂程度不一致,所需彩条喷涂次数也不同,所以设备整体利用率也会变化。
4)能耗费用较大,尤其是烘干室在每次车身进出时将室体门敞开,热量散失,能源浪费较大。
5)抽屉式烘干室内部温度均一性相对较差,更容易造成车身首尾位置漆膜不干。
6)刮腻子时若局部腻子层比较厚,因无升温段,在急速升温时容易造成腻子质量问题。
并、串联混合布置方式(如图3),即将相邻两个喷漆工位、烘干工位布置在两个平移车中间,平移车另外两侧布置成单独操作的工位。
在喷漆工位后,湿膜车身需经横向平移车转运至烘干室,但客车涂装车间洁净度相对乘用车涂装车间较差一些,可能在转运过程中造成二次污染,增加修补、精饰等工作量。
1.3 工艺布置优化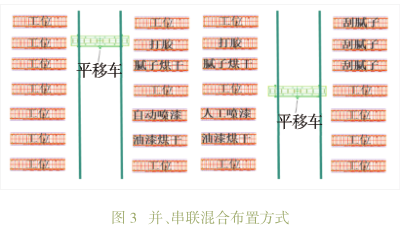
为解决上述两种布置方式中的不利因素,结合客车多品种混线生产、各蒙皮状态不一致,彩条颜色较复杂等特点,经多次思考、论证,形成了一种符合客车涂装生产方式的布置方式。
小流水线与局部小循环结合式布置方式(如图4),即将横向转运车布置在车间宽度方向的端头侧,工艺工位、室体均放在横向转运车中间,结合客车生产工艺将相对固定的工序,如漆前准备-中涂/色漆喷漆-烘干等工序呈小流水线式布置,喷漆室与烘干室中间设置风幕进行隔离,车身通过整个小流水线后由横向转运车进行移载转运;将相对不固定工序,包括需要根据车身状态、产品要求进行不固定操作的工序,如刮腻子、喷彩条工序呈单独的小循环方式布置,在其不固定操作工序的相邻室体中间布置横向转运车,增加其工艺柔性。刮腻子、喷彩条(图案)次数不会受设备限制,可通过横向转运车进行灵活操作。
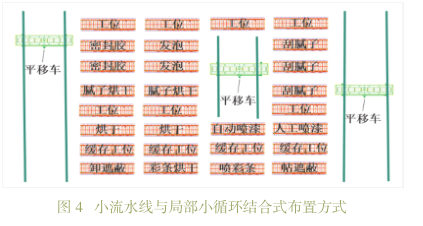
图3和图4中的占地面积是一致的,当车间宽度方向不足时,也可按照该种思路进行纵向布置。
小流水线与局部小循环结合式布置方式具有如下优点:
1)喷漆-烘干进行流水线式布置,在车身总成进行喷漆后直接进入烘干室进行烘干,避免了喷漆后车身在湿膜状态进行转运导致二次污染而产生的漆膜质量问题。
2)刮腻子、彩条工序可根据蒙皮状态、产品图案复杂程度进行单独的小循环,工艺柔性更高。
3)横向平移车每次转运均为有效转运,无物流的浪费,设备利用率更高。
4)工艺主线、局部循环线及整体工艺路线更清晰明确,更有利于组织生产。
2 设备配置优化
众所周知,涂装车间在汽车企业生产过程中的能耗占主要比重,相应的能源供应设备选型均需按照工艺需求进行配置,不同的工艺要求对于供能设备投资均有决定性影响。
涂装车间的热能供应一般选择在厂区综合站房设置锅炉房,通过热水进行换热,其中前处理设备在生产前,若要达到生产所需的工艺条件,消耗的热能较大。设备在工作前,需把槽液加热到工艺所需的工作温度,加热槽液的热消耗包括槽液升温及壁板散热所损失的热量,每h加热槽液所需的热损耗量按下式计算:
式中,Q为槽液升温所需热损耗,kJ/h;W为被加热槽液质量,kg;c为槽液比热容,kJ/(kg·℃);为槽液工作温度,℃;为槽液初始温度,℃;t为升温时间;为壁板散热,kJ/h。
前处理设备升温过程中设定其他条件均一致,取不同的冷槽升温时间:1)冷槽升温3 h;2)冷槽升温4 h;3)冷槽升温6 h。热能需求量对比见表1。
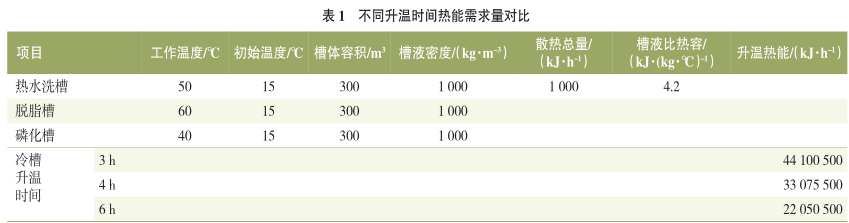
结合客车实际生产情况及生产特点,选用冷槽升温6 h的方式,一方面可降低工厂前期对公用动力热水锅炉的设备投资,另一方面在后续生产过程中,可以通过生产前提前升温的方式来满足生产工艺需求。但是在冷槽升温时间确定时需特别注意,生产前冷槽升温每h需求的热量均需满足正常生产时每h消耗的热量。
3 结语
随着我国客车行业的迅速发展,在汽车制造业竞争日趋激烈的严峻形势下,在各个阶段、各个方面降低成本是企业获得利润的重要途径。因而在工厂前期规划的过程中,确定精心规划、精益投资的方针和策略至关重要。同时也需要充分论证方案,有效利用现有资源,更合理的规划工艺路线和设备配置,减少重资产投资。目前仍有许多客车涂装规划方面的问题需要进一步探讨、研究,本文主要针对工艺布局及前处理设备配置进行了优化,在一定程度上降低了生产能耗,提高了生产效率,对工艺规划过程中的精益规划有一定的指导意义。
